Warning: A non-numeric value encountered in /home/httpd/vhosts/torcbrain.de/httpdocs/wp-content/themes/theme3/content_generator.php on line 107
Fähigkeitsindizes cm, cmk in der Schraubtechnik
Oftmals dient die sogenannte „Maschinenfähigkeit“, also der cmk-Wert als Qualitätsmerkmal für die Abschaltgenauigkeit von Schraubern. Man muß sich jedoch im klaren darüber sein, daß dieser Wert um weitere Informationen, wie die zulässige Toleranz des Abschaltmomentes oder die Maschinenstreuung ergänzt werden muß, um einen aussagekräftigen Wert zu erhalten. Welche Aussage kann man nun mit dem cmk-Wert bezogen auf Schraubwerkzeuge treffen? Dieser Wert sagt ohne zusätzliche Angaben nur aus, das die mittlere Maschinenstreuung in einem bestimmten Verhältnis zu einer Toleranz steht. Bis dahin hat er weder eine qualitative noch eine quantitative Bedeutung. Erst durch die explizite Angabe der Toleranz macht die Aussage, „der Schrauber besitzt einen cmk > 1,67“ Sinn. Weshalb ist das so? Zur Erklärung wird der cm-Wert herangezogen, also die sog. „Maschinenbeherrschbarkeit“. Der cm-Wert ist ein Spezialfall des cmk-Wertes, und ist von der grundlegenden Berechnung identisch.

zulässige Toleranz des Abschaltmomentes: Oberer zulässiger Grenzwert minus unterer Grenzwert aus der Sicht der Schraube; mittlere Streuung des Abschaltmomentes: durch eine Versuchsreihe ermittelte Abschaltmomente, mit denen durch statistische Rechnung die Streuung des Abschaltmomentes berechnet wird (Standardabweichung)
oder auch

In der Gleichung ist der cm-Wert von zwei Faktoren abhängig:
- Die „mittlere Streuung des Abschaltmomentes“ (Maschinenstreuung), ist eine Maschinengröße, die für jede Maschine und jeden Drehmomentwert durch eine Versuchsreihe ermittelt wird.
- Die „zulässige Toleranz des Abschaltmomentes“ (Toleranz) ist eine Variable (aus der Sicht der Schraube), die frei festgelegt werden kann.
Möchte also ein Schrauberhersteller einen cm-Wert von 1,67 erhalten, so kann er die Variable „Toleranz“ so verändern, daß ein cm-Wert (bzw. ein cmk-Wert) von 1,67 erreicht wird. Das ist legitim, unterschlägt jedoch die Tatsache, daß die Toleranz einer Schraubverbindung nicht beliebige Werte annehmen kann und in der Regel vom Konstrukteur und nicht vom Schrauberhersteller festgelegt wird!
| Schrauber1 | Schrauber 2 | |
|---|---|---|
| cm-Wert | 1,67 | 1,67 |
| Maschinenstreuung | 2 Nm | 8 Nm |
| Toleranz | 20Nm | 80Nm |
Beide Schrauber haben einen cm-Wert von 1,67. Der wesentlich schlechtere Schrauber 2 erreicht diesen Wert mit Verwendung einer dementsprechend vergrößerten zulässigen Toleranz. Nur mit der zusätzlichen Angabe der zulässigen Toleranz erkennt man also die wahre Qualität des Schraubers.
Was will man mit dem cm-Wert eigentlich aussagen?
Schauen wir hierzu nochmals die Gleichung für die Berechnung des cm-Wertes an.
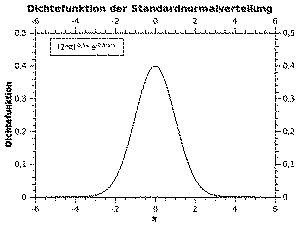
Der cm-Wert ist das Verhältnis der zulässigen Toleranz zur 6-fachen mittleren Maschinenstreuung. Die zulässige Toleranz ist z.B. die Vorgabe der Konstruktion für eine Verschraubung. Die mittlere Maschinenstreuung ist ein durch eine Meßreihe mit 50 Meßwerten ermittelter und berechneter Wert. Dieser Wert heißt auch Standardabweichung. Weshalb verwendet man die 6-fache Maschinenstreuung und nicht z.B. die einfache? Man könnte ja meinen, wenn die Maschinenstreuung gleich groß ist wie die Toleranz, dann bewegt man sich im grünen Bereich und ist immer besser oder gleich der Vorgabe. Das liegt daran, daß die Qualitätsabteilung verlangt, daß die vorgegebene Toleranz unter allen Umständen und unter Einbezug aller Ungewissheiten eingehalten werden muß. An diesem Punkt holen wir uns ins Gedächtnis zurück, daß die Maschinenstreuung mit einer relativ kleinen (in der Regel 50) Anzahl von Messungen ermittelt wird. Schon die 51. Messung kann schlechter sein als alle vorangegangenen Ergebnisse. Um die Qualitätsabteilung zufriedenzustellen, wird die Maschinenstreuung um ein „Vertrauenspolster“ vergrößert. Doch welcher Wert ist hierfür sinnvoll? Hierzu ist ein kleiner Exkurs in die Statistik hilfreich. Wir wissen, daß große Ausreißer beim Abschaltmoment unwahrscheinlicher sind als Ausreißer, die näher am Sollwert liegen. Diese Abhängigkeit kann man in einem Diagramm darstellen welches als Gaußsche Normalverteilung oder Gaußsche Glockenkurve bekannt ist. Wird dieses Diagramm zugrunde gelegt, so bedeutet dies, daß die (mit 50 Meßpunkten ermittelte) Maschinenstreuung ohne zusätzlichem Vertrauensbereich nur für etwa 31% aller Messungen zutrifft. In wahrscheinlich 69% aller Verschraubungen liegen die Abschaltmomente außerhalb der ermittelten Maschinenstreuung. Das hat nun nicht besonders viel mit der Forderung der Qualitätssicherung nach 100%iger Einhaltung der Toleranz zu tun. Die Glockenkurve zeigt aber auch auf, daß, wenn man den Bereich der mittleren Maschinenstreuung versechsfacht, 99,99994% aller Verschraubungen innerhalb dieses vergrößerten Bereiches liegen. Anders ausgedrückt: bei 1 Million Verschraubungen treten dann im Mittel 0,6 Fehlverschraubungen auf. Das ist eine Fehlerquote, mit der auch die Qualitätsabteilung zufrieden sein dürfte. Die folgende Tabelle zeigt die Abhängigkeit des Vertrauensbereichs von der Fehlerhäufigkeit auf:
| Vertrauensbereich | Innerhalb der Toleranz | Fehleranteil |
|---|---|---|
| 1 x Maschinenstreuung | 30,85 % | ~2/3 |
| 2 x Maschinenstreuung | 68,26 % | ~1/3 |
| 3 x Maschinenstreuung | 95,44 % | ~5% |
| 4 x Maschinenstreuung | 99,73 % | ~0,3% |
| 5 x Maschinenstreuung | 99,994 % | 60 bei 1 Million (60ppm) |
| 5,891 x Maschinenstreuung | 99,9999 % | 1 bei 1 Million (1ppm) |
| 6 x Maschinenstreuung | 99,99994 % | 0,6 bei 1 Million |
| 7 x Maschinenstreuung | 100 % | 2x10⁻⁹ |

Weshalb wird nun aber ein cm-Wert von mindestens 1,67 für einen Präzisionsschrauber gefordert? In der Produktion wirken weitere Einflüsse auf den Schrauber ein, die zu einer größeren Streuung der Abschaltmomente führen werden. Aus diesem Grunde gilt eine Schrauber erst dann als uneingeschränkt fähig, wenn die Toleranz mindestens das 10-fache der mittleren Maschinenstreuung beträgt. Da der cm-Wert jedoch wie in Gleichung x als 6-fache Maschinenstreuung definiert ist, müssen wir die Gleichung mit 1,67 multiplizieren, um die erforderliche Beziehung wieder herzustellen:


Worin unterscheidet sich der cm-Wert vom cmk-Wert?
Beim cm-Wert wird davon ausgegangen, daß der Mittelwert der Maschinenstreuung symmetrisch zur Toleranz ist. Man gelangt zum cm-Wert, indem man einen Schrauber auf ein beliebiges Abschaltmoment einstellt, und 50 Meßvorgänge durchführt. Der Mittelwert der 50 Abschaltdrehmomente ist das Drehmoment, welches die Basis für die Toleranz bildet. Der cmk-Wert berücksichtigt, daß man den Schrauber nicht genau auf die Toleranzbasis einstellen kann. Sind etwa 100Nm als Sollmoment vorgegeben, so wird es ein Zufall bleiben, daß der Mittelwert von mehreren Messung exakt diese 100Nm beträgt.

Weshalb kommt bei der Berechnung des cmk nur die dreifache Maschinenstreuung zur Anwendung? Beim cm-Wert wird der komplette Toleranzbereich betrachtet. Beim cmk-Wert wird bei jeder Rechnung nur eine Seite des Toleranzbereiches betrachtet. Deshalb wird auch der Vertrauensbereich halbiert.
![]()
Dieser Artikel von Richard Anlauf steht unter einer
Creative Commons Namensnennung-Weitergabe unter gleichen Bedingungen 3.0 Unported Lizenz.
Viel gelesen
-
 09 Jan 2011Fähigkeitsindizes cm, cmk in der Schraubtechnik
09 Jan 2011Fähigkeitsindizes cm, cmk in der Schraubtechnik
- 09 Jan 2011Prüfstand für Trommelbremsen
-
 06 Feb 2011Konterschlüssel in der Praxis
06 Feb 2011Konterschlüssel in der Praxis
- 09 Jan 2011Unterwasserschrauber, Schraubtechnik für Unterwasser.
- 09 Jan 2011Prüfstand für Wägezellen